Furos de Centro DIN 332
O objetivo deste post é reunir e descrever resumidamente informações relevantes sobre a norma DIN 332.
Introdução
A norma DIN 332 objetiva padronizar os furos de centro em eixos e peças cilíndricas, permitindo seu correto apoio (com contrapontas) durante a usinagem, garantindo precisão (concentricidade), minimizando erros de forma/posição em peças longas e facilitando o posicionamento entre setups de tornos e retíficas.
Em suma, os furos de centro servem para:
- Garantir apoio correto da peça entre pontas
- Assegurar concentricidade e alinhamento
- Reduzir vibrações durante a usinagem
- Servir como referência geométrica
O que estabelece a norma DIN 332?
A norma DIN 332 define a geometria, dimensões e tipos de furos de centro. A norma especifica:
- Ângulo do cone
- Diâmetro do furo piloto
- Profundidade
- Aplicação recomendada de cada tipo
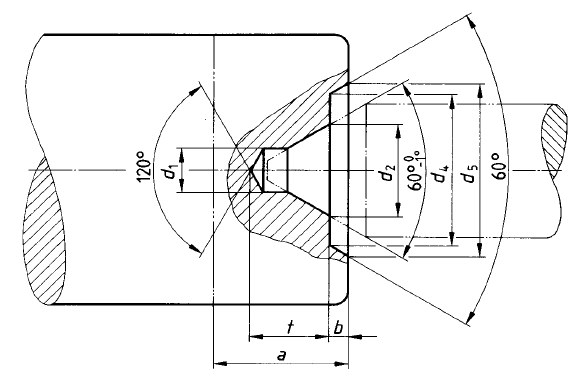
O ângulo padrão do cone é 60°, compatível com pontas fixas e rotativas utilizadas em tornos.
Variações de furos de centro segundo a DIN 332
A norma DIN 332 classifica os furos de centro em diferentes tipos, sendo os mais comuns:
Tipo A – Furo de centro simples
- Furo piloto + cone de 60°
- Uso geral
- Indicado para operações de curta duração ou baixa exigência
Aplicação: torneamento leve, peças temporárias
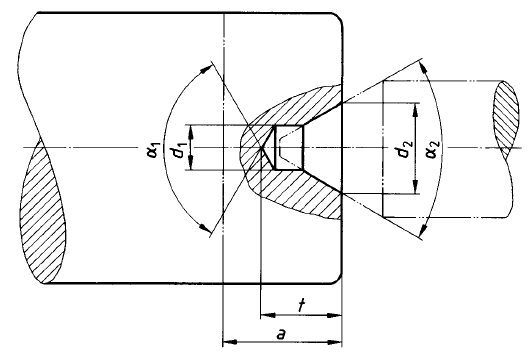
Tipo B – Furo de centro com cone de proteção
- Cone adicional para proteção do furo principal
- Maior durabilidade
Aplicação: retífica e usinagens de alta precisão
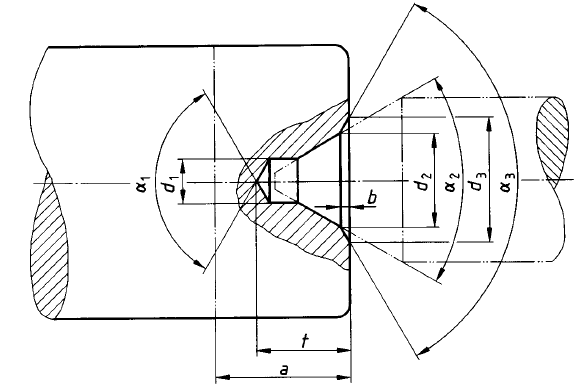
Tipo C – Furo de centro com rebaixo de proteção
- Possui um rebaixo cilíndrico adicional
- Protege o cone contra danos
Aplicação: peças que passam por múltiplas operações ou manuseio frequente
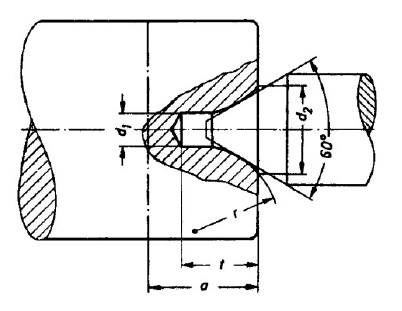
Tipo R – Furo de centro com raio
- Transição com raio em vez de aresta viva
- Reduz concentração de tensões
Aplicação: componentes sujeitos à fadiga
Boas práticas na execução de furos de centro
✔ Utilizar broca de centro adequada ao tipo DIN 332
✔ Observar a aplicação conforme a necessidade, para garantir a melhor escolha
✔ Inspecionar desgaste da broca para manter a geometria correta