Brochamento em Máquinas CNC
Operações de brochamento existem há décadas, e as aplicações são basicamente a usinagem de chavetas e de soquetes.
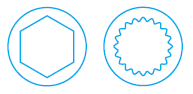
Temos abaixo algumas imagens de perfis possíveis de se obter com a operação:
Chavetas DIN 6885 (criada em agosto de 1943)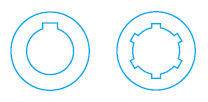
Soquetes hexagonais
O objetivo deste artigo é apresentar operações deste tipo feitas em máquinas do tipo CNC, um tipo de operação até então muito pouco divulgado aqui no Brasil.
Mas antes de chegar a este ponto, falaremos um pouco do histórico deste tipo de operação. Ou seja, apresentaremos algumas máquinas clássicas que fazem este tipo de operação, assim como algumas opções de ferramentas dentreo deste nicho.
Mas o que é o brochamento?
Brochamento é o processo de corte feito com uma brocha, ou seja uma sequência de cinzéis que aumentam em tamanho, de modo que cada cinzel corta um pouco mais fundo do que o anterior.
Ou seja, o brochamento consiste em remover material de forma progressiva com diversas “facas” dispostas em série, com deslocamento em forma retilínea. Estas ferramentas se chamam brochas.
Exemplo de ferramenta do tipo brocha:

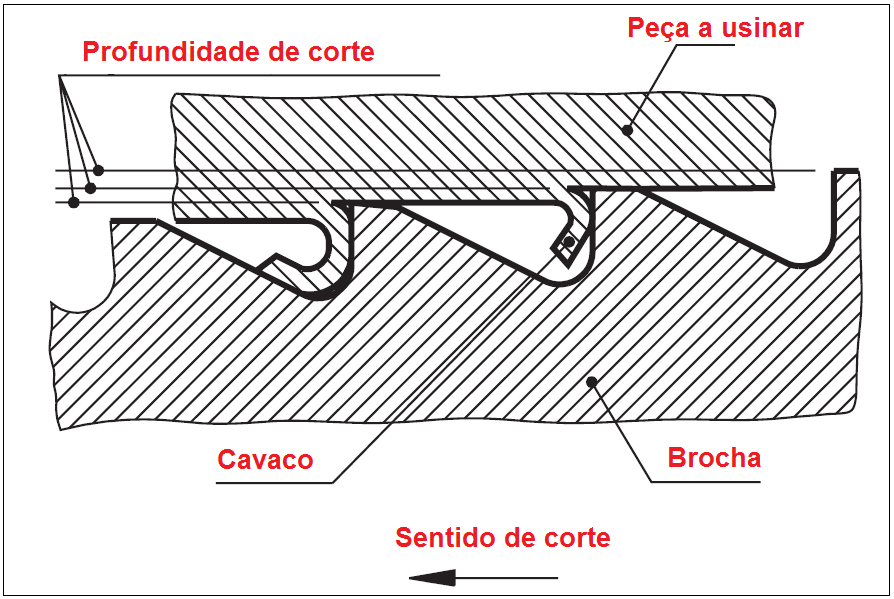
Exemplo de como é a operação de brochamento:
As máquinas utilizadas em brochamento geralmente são os tornos, e também existem as máquinas do tipo chaveteiras internas. Um fabricante de chaveteiras internas é a empresa Takaimec, e eles fabricam tanto as máquinas quanto as ferramentas.
Utilizando o brochamento em máquinas CNC
Este tipo de operação feita em máquinas CNC não é muito divulgada no Brasil, e pode aumentar consideravelmente a produtividade da empresa se corretamente aplicado.
Se considerarmos uma chaveta DIN 6885 de 4mm e a peça com espessura de 16mm, temos uma operação realizada em 1 a 2 minutos, sem contar com o tempo de troca da ferramenta. e se fizermos a mesma operação em uma máquina chaveteira ou utilizando eletroerosão, temos um maior lead time entre o início e o fim do processo de manufatura da peça. Ou seja, pode valer mais a pena para a empresa investir em uma ferramenta deste tipo e fazer a peça em apenas uma máquina CNC do que fabricar a peça em mais de um local diferente (por exemplo, primeiro fazer algumas operações na CNC, depois transportar a peça para outra máquina ou a enviar para fora da empresa).
Principais diferenças entre o brochamento convencional e o CNC
Basicamente, as principais diferenças entre a brocha convencional (feito em tornos CNC) e a usada em centros de usinagem são:
- Enquanto nas brochas convencionais temos vários cortes em série e um escalonamento nas medidas (da inicial até a final), nas usadas em máquinas CNC há apenas corte no início, na ponta mais alta da ferramenta;
- Em usinagem convencional, a brocha percorre a peça apenas uma vez, enquanto na CNC a brocha percorre a peça diversas vezes até o término da operação.
Cuidados a serem tomados

Os cuidados principais devem estar nos parâmetros de corte, para não exigir muito esforço da máquina enquanto corta o material e também está em utilizar um ciclo de programação correto. Daí podemos ter uma redução da vida útil da máquina (especialmente no conjunto de buchas que ficam no fuso), então devemos prestar muita atenção neste detalhe.
Então devemos prestar bastante atenção aos conselhos dados nos catálogos.
E outra sugestão bastante importante é: adquira máquinas CNC de boa qualidade. Este conselho não serve apenas para este tipo de operação, e sim para as operações em geral.
Fabricantes
Depois de pesquisar por cerca de 1 semana, encontrei algumas opções de fabricantes, que seguem abaixo:
Os fabricantes encontrados são:
- Dümmel: esta empresa alemã possui diversas opções interessantes para este tipo de operação, e também representação no Brasil;
- Simtek: já esta empresa alemã possui um leque maior de opções, mas não tem representação no Brasil. Conseguimos comprar o produto apenas via importação direta;
- Paul Horn: eles também são alemães e possuem esta linha, com muitas variedades. E também há representantes desta marca aqui no Brasil.
Todos os itens são de metal duro intercambiável, com haste de aço. E o sistema de fixação da haste é geralmente Weldon, facilmente encaixados em cones HSK (DIN 69893), SK (DIN 69871), etc., os cones usados em máquinas CNC.
E se optar por comprar insertos da Paul Horn, podemos encaixar no corpo da Dümmel, assim como no da Simtek, desde que corretamente selecionado. Ou seja, o inserto é intercambiável entre eles. Assim podemos sempre procurar pela opção com melhor custo/benefício, sem nos prender a uma única opção.
Não encontrei nenhum fabricante aqui no Brasil que produz este item de catálogo, apenas como especial. Se a preferência está em comprar de algum fabricante aqui do Brasil, então redobre a atenção com os detalhes para que a ferramenta faça a operação dentro da tolerância exigida (que chega a ISO H9).
Ciclo de programação
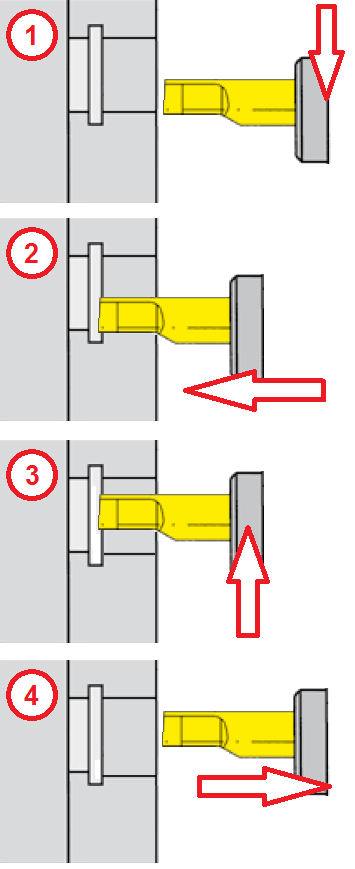
A operação com esta ferramenta é feita da seguinte forma:
- Aproxime a ferramenta da peça (AP do material a ser retirado);
- Avance até passar um pouco até passar do final da chaveta (observe que na imagem abaixo existe um alívio na peça, para evitar colisão);
- Suba até sair da chaveta (cuidado para não deixar a ferramenta colidira na parte superior da peça);
- Recue até sair da peça. Daí volte para a etapa 1 e a repita até remover todo o material necessário da peça.
Nas tabelas dos fabricantes (disponíveis nos catálogos), um AP interessante para uma chaveta é de 0,05 mm, com avanço em torno de 5.000 mm/min.
Lembrete importante: Na etapa 3 a ferramenta deverá retornar até sair da área usinada, para que na etapa 4 a ferramenta não encoste na peça. Caso a aresta de corte encoste na peça no retorno, ela poderá lascar, necessitando assim de troca (aumento de custo com a aquisição de insertos e com o tempo de setup).
Considerações finais
Devemos levar sempre em conta a relação de custo/benefício para descobrir o que é melhor para a lucratividade da empresa, e sabendo que há a possibilidade de fazer uma operação comumente feita em máquina convencional em uma máquina CNC, com lead time bem menor pode aumentar a viabilidade dos negócios futuros da empresa.
Para o caso de usinagem de canais e chavetas, há diversas formas diferentes de fazer a mesma operação que são, entre outras:
- Utilizar uma brocha em um torno;
- Utilizar uma máquina chaveteira dedicada;
- Fazer a operação via eletroerosão;
- Utilizar uma ferramenta acionada em um torno CNC;
- Utilizar um cabeçote angular em um centro de usinagem CNC.
Não existe apenas uma solução para o problema, o ideal é observar fatores, como volume de produção e porte da empresa para que o resultado da comparação seja o mais benéfico possível para a fábrica.
Referências sobre operações de brochamento


